Mikroötvözött acélok. Néhány ötvözőelem nagyon kis mennyiségben is hatással van az acél valamelyik tulajdonságára. Például néhány ezred százalék bór az acél átedzhetőségét, néhány század százalék nióbium pedig a kis széntartalmú acél folyáshatárát növeli.
A vas-szén ötvözethez gyakran adnak más anyagokat abból a célból, hogy kívánt tulajdonságú acélfajtát nyerjenek. A vas a periódusos rendszer elemei közül nem ötvöződik a nemesgázokkal, a halogénekkel, az alkáli fémekkel és az alkáli földfémekkel, a kis forráspontú fémek közül a higannyal, kadmiummal, magnéziummal, valamint az ezüsttel. Olvadt vassal nehezen elegyíthető a bizmut és az ólom is, de 20%-nál kisebb cinktartalmú vasötvözet is nehezen készíthető. A maradék elemek közül mindössze 20–25-nek van gyakorlati jelentősége.
A leggyakrabban használt ötvözőelemek közül a nikkel és a mangán az acél szilárdságát növeli, az ausztenitet kémiailag stabilabbá teszi, keménységét és olvadáspontját növeli, és ezzel a szilárdsága magasabb hőmérsékleten javul (hőálló acél). A vanádium ugyancsak növeli a keménységet és a kifáradással szembeni ellenállást. Nagy mennyiségű króm és nikkel az acélt rozsdamentessé (alacsony hőmérsékleten korrózióállóvá), savállóvá teszi. A hőálló acélok nagy hőmérsékleten is kevéssé oxidálódnak, amit króm, alumínium és szilícium ötvözésével érnek el. Az ilyen acélok felületén hibátlan rácsú, tömör spinell-réteg képződik (például FeCr2O4 alakjában). A volfrám a cementit alakulására van hatással, ötvözése esetén a martenzitté alakulás kisebb edzési sebesség mellett is végbemegy, ezek a gyorsacélok, melyeket nagy teljesítményű forgácsolószerszámokhoz használnak. A nitrogén, a kén és a foszfor az acélt törékennyé teszi, ezért ezeket a szennyezőket általában igyekeznek eltávolítani az acélgyártás folyamán.
Ötvözőatomok beépülése az alapfém kristályrácsába
Az ötvözés folyékony állapotban történik, amikor az ötvözőfém és az alapfém egységes oldatot képeznek, sűrűség alapján nem különülnek el egymástól. Megszilárdulás után ez az oldat megmarad, ezért az ötvözeteket úgy kell tekinteni, mint fémek megszilárdult oldatát, amelyek vegyeskristályok formájában kristályosodnak. Az ötvözőelemek kétféle módon épülhetnek be az alapfém kristályrácsába:
Helyettesítéses (szubsztitúciós) módon: Ez a lehetőség akkor áll fenn, ha az ötvözőfém atomjai hasonló nagyságúak, mint az alapfém atomjai, és a két fém rácsszerkezete azonos. Ilyenkor az ötvöző atomjai helyettesíteni tudják a rácsban az alapfém atomjait.
Beékelődéses (intersztíciós) módon: Ilyenkor az ötvözőfém atomjai kisebbek az alapfémétől, emiatt beékelődhetnek a kristályrácsba.
Az ötvözőelemek hatására – ez már a Fe-C diagramon is látszik – a vas dermedése és allotróp átalakulásai hőmérséklet-közben mennek végbe. Emiatt nyílik egy pontból kiindulva például a likvidusz és a szolidusz görbe. A színvas dermedésének, olvadásának hőmérséklet-közét az ötvözők kivétel nélkül süllyesztik. Azonban az A4 és az A3 átalakulások hőfokközét az ötvözőelemek ellentétesen változtatják meg. Vannak olyan ötvözők, amelyek a felületen középpontos módosulat létrejöttének kedveznek. Ezek az A4 hőmérsékletet növelik, egyben az A3-at csökkentik. Ezeket az ötvözőket ausztenitképzőknek nevezik (szén, kobalt, mangán, nikkel stb.). Más ötvözők a térben középpontos kristályrács kialakulását segítik elő, az A4 hőmérsékletet csökkentik, az A3-at növelik; ezek a ferritképzők (alumínium, bór, króm, molibdén, nióbium, szilícium, ón, titán, vanádium, volfrám stb.). Az ötvözőelemeknek ez a hatása okozza, hogy egy olyan ötvözetben, amelyben az ausztenitképzők hatása érvényesül, a γ-tér lenyúlhat szobahőmérsékletig. Ezek az ausztenites acélok, mint például a 18% krómot és a 8% nikkelt tartalmazó saválló acél. (wiki)
Ezt értem ,de nem hallottam még olyanról hogy mmikroötvözés és azért kérdeztem, na mindegy a lényeg ,hogy nem tudom hogy mi az. Nem a normalizáltra gondolsz?
no amiből az olcsó gépeket csináljak az messzemenőkig nem az
ha láttál már rörött acél alkatrészeket, akkor nagyitó alatt vizsgálva ugymond szabadszemmel is látható az acél kristályszerkezete.
minél kisebbek a kristályok annál jobb, nemesebb az acél
Válasz #3079. hozzászólásra
Késnyomon teknős harmadikkal nem felezve.Nem nagyon szaggatott,rég nem szántott szőrfüves terület volt,de hamar beláttam,hogy 50 mélyen is bőven elég.Így csináltam meg szombaton 2,5 ha-t.
Beszereztem a Kühne 1 -est , 60 mélyen a szárnyas kapával szépen viszi a szergej fél nyomtávon.Leástam , kötött meszes agyagot nedves állapotban is teljes keresztmetszetben
megmozgatta, a drén is maradandónak látszik.
miért is ne, ugyanugy képes betömörödni, hisz a homok alatt is húzódhat agyagpad, sőt a víz is képes csodákra, az is tömörít nem csak a nehéz gépek és az eke
az orr és szárnykiképzés miatt csekély mértékben emeli a talajt, miközben mikro méretű rögökre töri, valamikor volr az agrisem lapján ezzel kapcsolatos leirat pdf filéban , csak mióta átrajzolták a weblapjukat azóta régebbi medellek sajnos nem érhetők el... jahh és 16 éve fejlesztek lazítókat is többek közt. most épp egy vadiúj szőlészeti mütrágyavetős kivitel készül
Félreértéseket elkerülendő nem kötözködésből kérdezem, hanem őszinte kíváncsiságból, hogy van valamilyen hivatalosan elismert teszteredmény, ami ezt alátámasztja, mert az hogy Te ezt mondod, vagy elhiszik, vagy nem.
az, hogy az agrisem rendszere csak alig 20-25 éves rendszer mig a hagyományos az meg a duplája, nem beszélve arról, hogy kisebb az ellenállása a késnek a talajban és az emelés mellett apróbbra töri a talaj szerkezetet
Most jut eszembe, hogy itt felénk 3 késes ECOLAZ-t húztak 100 lovas MTZ-vel. Akkor 2-t tisztességesen el bírok húzni az Agrisem féle késeddel? Mennyivel lehet nehezebb húzni a tied? Mert akkor lehet kölcsön kérem az Ecolazt aztán kiderül én, hogyan tudom húzni. Abból lehet következtetni, hogy a te lazítódat bírnám e itt húzni?
Üdv mindenkinek!Kérdésem:KKL 1-es Kühnéről valakinek tapasztalata?Nádasodó,nyár elejéig vízállásos rétet dréneznék és kötött erdei talaj szántót lazítanék,utóbbi vagy 20 éve nem volt parasztarasznál mélyebben forgatva.
Hát az biztos,mert itt falun semmi nem megy!
Ha igy fog menni a Tengeri meg a mag a gabonafélék,akkor a sok gazda becsukja az ajtót és eladja a gazdaságot!
Azért,mert a gázolaj nö vegyszerr vetömag pétisó nö,de a termény ára évröl évre csökken,és igy nem lesz sosem haszon!
De biztos veszek csak még nem tudom hogy használt vagy ujat és egyest vagy kettest,elötte haveét kipróbálom,hogy mégis mit bir 50-60 vagy 80cm!Két föld se egyforma
Válasz #3048. hozzászólásra
Cultiplow szerű, egyenes késekkel is megoldható az 50-60cm művelési mélység? A nagyobb késtávolságra azért gondoltam, mert így talán a talajban lévő (mikorriza) gombahálózatokat jobban kíméli. Persze lehet hogy a kések között így maradhat tömör rész, de legalább levegősíti a talajt, és az eketalpat elintézi. Ha jól tudom, a 3 késes fralazra 90cm-es késtávolságot állítanak be.
Á nagyon sok, én nem szánok rá csak ujra csak 150esetleg 200eft használtra csak 50eft esetleg 60eft! kétkésesre meg nincs ami jó lenne ,csak olyan ami szétszakad!
De köszi az infót!
az általunk gyártott változat az tudja a minimum 50-60 cm munkamélységet, de a kések közötti távolságot nem illik 80cm-nél nagyobb távolságra illeszteni, 60 as kötöttségü földek jobban preferálják a 70-60 cm közötti késtávolságot, a 160-180 LE inkább 5 késesig érdekes ez a változat pedig már mélylazitó kategória
Van itt minden csak pénz kell hozzá de sok!
Nekem elég lenne egy kétkéses mélylazitó ami olcsó csak hat hekim van!
Vagy egy késes uj ami 50-60cm megy mélyen!






4990 hozzászólás
Válasz mtz1221 #3093. hozzászólásáraajajos lett a válasz ......
 )
)
(biztos be vót szivva...
Válasz *** HM *** #3092. hozzászólására31 mm-r a legnagyobb luk rajta,normális embernek abba nem fér bele hogy megropantsa .
(ismét kérdezünk ...bár válasz .....ajaj )
)

Roppantott e má meg vlk XXSt meg XSt?
(nekifutunk még 1x......)
Az xs el van negatív élmény?
Nyögjetek már okot miért nem más márka felé mentetek el Dondi Maschio stb..........
Válasz *** HM *** #3089. hozzászólásáraMtz 550
Milyen minimum traktorok mozognak a vogel xs 5össel vagy a többi márka 5ösével?
Válasz #3087. hozzászólásra
https://www.youtube.com/watch?v=NNiqc1Bn7Tw
az előbb ezt a videót akartam betenni
https://www.youtube.com/watch?v=LQkkJNcYPGw
nem kellene ezt egy kicsit mélyebben?
Válasz #3085. hozzászólásra

a lényeg , hogy fájintos kopástüréssel rendelkeznek, nem hajlanak és nem törékenyek
Válasz #3084. hozzászólásra

a Fe-C diagramon is látszik=vas szén állapot ábrán. (Anno mi így hívtuk).
Ha esetleg valaki nem jutott idáig az olvasásban.
Válasz #3083. hozzászólásra
Mikroötvözött acélok. Néhány ötvözőelem nagyon kis mennyiségben is hatással van az acél valamelyik tulajdonságára. Például néhány ezred százalék bór az acél átedzhetőségét, néhány század százalék nióbium pedig a kis széntartalmú acél folyáshatárát növeli.
A vas-szén ötvözethez gyakran adnak más anyagokat abból a célból, hogy kívánt tulajdonságú acélfajtát nyerjenek. A vas a periódusos rendszer elemei közül nem ötvöződik a nemesgázokkal, a halogénekkel, az alkáli fémekkel és az alkáli földfémekkel, a kis forráspontú fémek közül a higannyal, kadmiummal, magnéziummal, valamint az ezüsttel. Olvadt vassal nehezen elegyíthető a bizmut és az ólom is, de 20%-nál kisebb cinktartalmú vasötvözet is nehezen készíthető. A maradék elemek közül mindössze 20–25-nek van gyakorlati jelentősége.
A leggyakrabban használt ötvözőelemek közül a nikkel és a mangán az acél szilárdságát növeli, az ausztenitet kémiailag stabilabbá teszi, keménységét és olvadáspontját növeli, és ezzel a szilárdsága magasabb hőmérsékleten javul (hőálló acél). A vanádium ugyancsak növeli a keménységet és a kifáradással szembeni ellenállást. Nagy mennyiségű króm és nikkel az acélt rozsdamentessé (alacsony hőmérsékleten korrózióállóvá), savállóvá teszi. A hőálló acélok nagy hőmérsékleten is kevéssé oxidálódnak, amit króm, alumínium és szilícium ötvözésével érnek el. Az ilyen acélok felületén hibátlan rácsú, tömör spinell-réteg képződik (például FeCr2O4 alakjában). A volfrám a cementit alakulására van hatással, ötvözése esetén a martenzitté alakulás kisebb edzési sebesség mellett is végbemegy, ezek a gyorsacélok, melyeket nagy teljesítményű forgácsolószerszámokhoz használnak. A nitrogén, a kén és a foszfor az acélt törékennyé teszi, ezért ezeket a szennyezőket általában igyekeznek eltávolítani az acélgyártás folyamán.
Ötvözőatomok beépülése az alapfém kristályrácsába
Az ötvözés folyékony állapotban történik, amikor az ötvözőfém és az alapfém egységes oldatot képeznek, sűrűség alapján nem különülnek el egymástól. Megszilárdulás után ez az oldat megmarad, ezért az ötvözeteket úgy kell tekinteni, mint fémek megszilárdult oldatát, amelyek vegyeskristályok formájában kristályosodnak. Az ötvözőelemek kétféle módon épülhetnek be az alapfém kristályrácsába:
Helyettesítéses (szubsztitúciós) módon: Ez a lehetőség akkor áll fenn, ha az ötvözőfém atomjai hasonló nagyságúak, mint az alapfém atomjai, és a két fém rácsszerkezete azonos. Ilyenkor az ötvöző atomjai helyettesíteni tudják a rácsban az alapfém atomjait.
Beékelődéses (intersztíciós) módon: Ilyenkor az ötvözőfém atomjai kisebbek az alapfémétől, emiatt beékelődhetnek a kristályrácsba.
Az ötvözőelemek hatására – ez már a Fe-C diagramon is látszik – a vas dermedése és allotróp átalakulásai hőmérséklet-közben mennek végbe. Emiatt nyílik egy pontból kiindulva például a likvidusz és a szolidusz görbe. A színvas dermedésének, olvadásának hőmérséklet-közét az ötvözők kivétel nélkül süllyesztik. Azonban az A4 és az A3 átalakulások hőfokközét az ötvözőelemek ellentétesen változtatják meg. Vannak olyan ötvözők, amelyek a felületen középpontos módosulat létrejöttének kedveznek. Ezek az A4 hőmérsékletet növelik, egyben az A3-at csökkentik. Ezeket az ötvözőket ausztenitképzőknek nevezik (szén, kobalt, mangán, nikkel stb.). Más ötvözők a térben középpontos kristályrács kialakulását segítik elő, az A4 hőmérsékletet csökkentik, az A3-at növelik; ezek a ferritképzők (alumínium, bór, króm, molibdén, nióbium, szilícium, ón, titán, vanádium, volfrám stb.). Az ötvözőelemeknek ez a hatása okozza, hogy egy olyan ötvözetben, amelyben az ausztenitképzők hatása érvényesül, a γ-tér lenyúlhat szobahőmérsékletig. Ezek az ausztenites acélok, mint például a 18% krómot és a 8% nikkelt tartalmazó saválló acél. (wiki)
Válasz #3082. hozzászólásra
Ezt értem ,de nem hallottam még olyanról hogy mmikroötvözés és azért kérdeztem, na mindegy a lényeg ,hogy nem tudom hogy mi az. Nem a normalizáltra gondolsz?
Válasz #3081. hozzászólásra


no amiből az olcsó gépeket csináljak az messzemenőkig nem az
ha láttál már rörött acél alkatrészeket, akkor nagyitó alatt vizsgálva ugymond szabadszemmel is látható az acél kristályszerkezete.
minél kisebbek a kristályok annál jobb, nemesebb az acél
Válasz #3075. hozzászólásra
Milyen az a "mikroötvözött" acél? hogy csinálják azt.
Válasz #3079. hozzászólásra
Késnyomon teknős harmadikkal nem felezve.Nem nagyon szaggatott,rég nem szántott szőrfüves terület volt,de hamar beláttam,hogy 50 mélyen is bőven elég.Így csináltam meg szombaton 2,5 ha-t.
Válasz #3078. hozzászólásra
Nálam nagyon nem jött be ami volt. A kesnyomra mentel az mtzvel? Nem razott nagyon? Hanyadikkal mentel?
Válasz #3058. hozzászólásra
Beszereztem a Kühne 1 -est , 60 mélyen a szárnyas kapával szépen viszi a szergej fél nyomtávon.Leástam , kötött meszes agyagot nedves állapotban is teljes keresztmetszetben
megmozgatta, a drén is maradandónak látszik.
egy újabb késvariációval
Válasz #3074. hozzászólásra

van, a miénk , ami kopástűrő, mikroötvözött acélból készül
Válasz #3072. hozzászólásra
az agrisemé? ugy 200 e ft+áfa körül mérik darabját, de ebben nincs benne a felfogató konzol
Válasz #3069. hozzászólásra
miért is ne, ugyanugy képes betömörödni, hisz a homok alatt is húzódhat agyagpad, sőt a víz is képes csodákra, az is tömörít nem csak a nehéz gépek és az eke
Szoktátok néhányan kérdezni, hogy a homokot miért kell lazítani...

Válasz #3067. hozzászólásra
 a müködés lényege, h a kések között nem marad átfedetlen rész, nem alakul ki kráteresedés, egybefüggő talajhullámot indit meg a munkájával
a müködés lényege, h a kések között nem marad átfedetlen rész, nem alakul ki kráteresedés, egybefüggő talajhullámot indit meg a munkájával 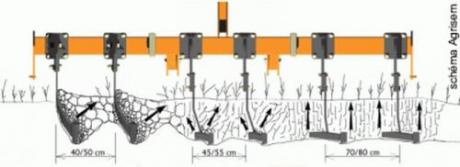
Válasz #3066. hozzászólásra

Értem.
Válasz #3064. hozzászólásra
az orr és szárnykiképzés miatt csekély mértékben emeli a talajt, miközben mikro méretű rögökre töri, valamikor volr az agrisem lapján ezzel kapcsolatos leirat pdf filéban , csak mióta átrajzolták a weblapjukat azóta régebbi medellek sajnos nem érhetők el... jahh és 16 éve fejlesztek lazítókat is többek közt. most épp egy vadiúj szőlészeti mütrágyavetős kivitel készül
Válasz #3063. hozzászólásra

Félreértéseket elkerülendő nem kötözködésből kérdezem, hanem őszinte kíváncsiságból, hogy van valamilyen hivatalosan elismert teszteredmény, ami ezt alátámasztja, mert az hogy Te ezt mondod, vagy elhiszik, vagy nem.
Válasz #3060. hozzászólásra
Az Ecolaznak 20mm széles kése van? Még attól is könnyebben vontatható? A tieden nagyobb a szárny nem?
Válasz #3062. hozzászólásra
az, hogy az agrisem rendszere csak alig 20-25 éves rendszer mig a hagyományos az meg a duplája, nem beszélve arról, hogy kisebb az ellenállása a késnek a talajban és az emelés mellett apróbbra töri a talaj szerkezetet
Válasz #3060. hozzászólásra

Ezt a 28%-ot ki/mi támasztja alá?
Válasz #3060. hozzászólásra
Könnyebb,de milyen mélyen?50cm?
Válasz #3059. hozzászólásra
az Ecolaz-nál biztosan könnyebb, hisz az agrisem rendszer 28%-al könnyebb húzású mint a hagyományos lazítók
Válasz #3039. hozzászólásra
Most jut eszembe, hogy itt felénk 3 késes ECOLAZ-t húztak 100 lovas MTZ-vel. Akkor 2-t tisztességesen el bírok húzni az Agrisem féle késeddel? Mennyivel lehet nehezebb húzni a tied? Mert akkor lehet kölcsön kérem az Ecolazt aztán kiderül én, hogyan tudom húzni. Abból lehet következtetni, hogy a te lazítódat bírnám e itt húzni?
Üdv mindenkinek!Kérdésem:KKL 1-es Kühnéről valakinek tapasztalata?Nádasodó,nyár elejéig vízállásos rétet dréneznék és kötött erdei talaj szántót lazítanék,utóbbi vagy 20 éve nem volt parasztarasznál mélyebben forgatva.
Válasz #3052. hozzászólásra
Hát az biztos,mert itt falun semmi nem megy!
Ha igy fog menni a Tengeri meg a mag a gabonafélék,akkor a sok gazda becsukja az ajtót és eladja a gazdaságot!
Azért,mert a gázolaj nö vegyszerr vetömag pétisó nö,de a termény ára évröl évre csökken,és igy nem lesz sosem haszon!
De biztos veszek csak még nem tudom hogy használt vagy ujat és egyest vagy kettest,elötte haveét kipróbálom,hogy mégis mit bir 50-60 vagy 80cm!Két föld se egyforma
Simba Flatliner 500 3késsel 3.0 m munkaszélességgel
Válasz #3054. hozzászólásra
a Delta 5 nek 95 cm-es gerenda magassága van
Válasz #3053. hozzászólásra

a Fralazra? annak megkellene egyezni a SIMBA Flatliner 500-as adataival .
végül is a Delta 5-ön haasonló a kés és szárnykiképzés szerintem akár ez a szélesség is is tartható
Válasz #3048. hozzászólásra
Cultiplow szerű, egyenes késekkel is megoldható az 50-60cm művelési mélység? A nagyobb késtávolságra azért gondoltam, mert így talán a talajban lévő (mikorriza) gombahálózatokat jobban kíméli. Persze lehet hogy a kések között így maradhat tömör rész, de legalább levegősíti a talajt, és az eketalpat elintézi. Ha jól tudom, a 3 késes fralazra 90cm-es késtávolságot állítanak be.
Válasz #3051. hozzászólásra

semmi baj, mindenki addig nyújtózkodik ameddig a banktárcája ér
Válasz #3050. hozzászólásra
Á nagyon sok, én nem szánok rá csak ujra csak 150esetleg 200eft használtra csak 50eft esetleg 60eft! kétkésesre meg nincs ami jó lenne ,csak olyan ami szétszakad!
De köszi az infót!
Válasz #3049. hozzászólásra
1 késes 890 euro +áfa
1 késes rögtörővel 1220 euro + áfa
2 késes 1550 euro - 2320 euro + áfa
2 késes rögtörővel 3100 euro + áfa
az árak különböző felszereltségü modelleket takarnak
Válasz #3048. hozzászólásra
Az árát mond egykése és kétkésesnek?
Válasz #3046. hozzászólásra
 ez a változat pedig már mélylazitó kategória
ez a változat pedig már mélylazitó kategória
az általunk gyártott változat az tudja a minimum 50-60 cm munkamélységet, de a kések közötti távolságot nem illik 80cm-nél nagyobb távolságra illeszteni, 60 as kötöttségü földek jobban preferálják a 70-60 cm közötti késtávolságot, a 160-180 LE inkább 5 késesig érdekes
Van itt minden csak pénz kell hozzá de sok!
Nekem elég lenne egy kétkéses mélylazitó ami olcsó csak hat hekim van!
Vagy egy késes uj ami 50-60cm megy mélyen!
Válasz #3043. hozzászólásra
50-60cm művelési mélység is megoldható? 45-60 aK kötöttségű területekhez 160-180hp milyen munkaszélességet tudna elvinni, 80-100cm késtávolság mellett?
Válasz #3042. hozzászólásra

Egyébként videó nincs a munkájáról?
Válasz #3043. hozzászólásra

Akkor a 4 késes tárcsás verziót 25 cm-en elvinné 130 ló. Mondjuk nekem szimpatikusabb lenne elöl tárcsa hátul valami komolyabb törőhengerrel.
Válasz #3042. hozzászólásra

3 kés+ rögtörő 77 cm vázmagasság 40 cm müv m, 2,0m müvelési szélesség 90LE
4 kés+ rögtörő 77 cm vázmagasság 40cm müv m, 2,5M müvelési szélesség 110LE
Válasz #3041. hozzászólásra
3 kés , rögtörő, rövid tárcsa 650-es vázmagasság 25 cm munkamélység 2,0m munka sz 95LE
4 kés , rögtörő, rövid tárcsa 650-es vázmagasság 25 cm munkamélység 2,5m munka sz 120LE
Válasz #3040. hozzászólásra

A legalsónak mi a lóerő igénye, mert a honlapjukon nem találtam semmit róla? (Igaz magát az eszközt sem...)